设计规范

工匠精神 智造精品
精密钣金/CNC/龙门加工、静电喷涂一站式服务

- 业务热线1:138-1671-3998
业务热线2:181-9653-9596
工匠精神 智造精品
精密钣金/CNC/龙门加工、静电喷涂一站式服务
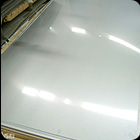
钣金加工/耐威可提供材料

钣金常用材料性能简介

冷轧板(俗称冷板)
冷轧板硬度高,加工相对困难些,但是不易变形,强度较高。主要采用低碳钢牌号,具有良好的冷弯和焊接性能,以及一定的冲压性能,通过冷轧,可以得到厚度更薄、精度更高的冷轧带钢和钢板,平直度高、表面光洁度高、表面清洁光亮、易于进行涂镀加工、品种多,用途广,同时具有冲压性能高、屈服点低的特点。

热轧板(热轧钢板)
热轧板强度相对较低,表面质量差点(有氧化\光洁度低),但塑性好,一般为中厚板,冷轧板:强度高\硬度高,表面光洁度高,一般为薄板, 可以作为冲压用板。机械性能远不及冷加工,也次于锻造加工,但有较好的韧性和延展性。
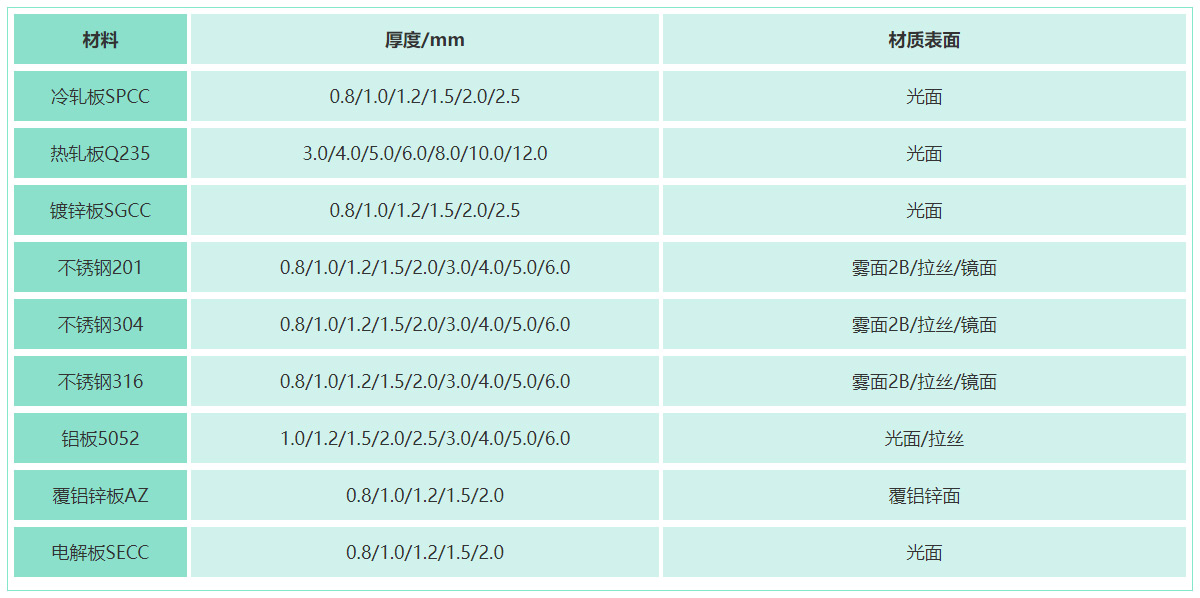
镀锌板
镀锌钢板是为防止钢板表面遭受腐蚀延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的钢板称为镀锌板。 具有良好的外观,不得有对产品使用有害的缺陷,如无镀、孔洞、破裂以及浮渣、超过镀厚、擦伤、铬酸污垢、白锈等。
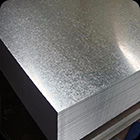
201不锈钢
201不锈钢材具有、抛光无气泡、无针孔等特点,是生产各种表壳、表带底盖优质材料等,主要用于浅拉伸的制品,抵挡一般腐蚀的能力201不锈钢板主要用于高温应用,高温应用要求材料有强的抗敏化性,以防止在较低温度的粒间腐蚀。

304不锈钢(通用型号,亦称18/8不锈钢)
具有良好的耐蚀性、耐热性,低温强度和机械特性;冲压、弯曲等热加工性好,无热处理硬化现象(使用温度-196℃~800℃)。在大气中耐腐蚀, 如果是工业性气氛或重污染地区,则需要及时清洁以避免腐蚀。适合用于食品的加工、储存和运输。具有良好的加工性能和可焊性。 304不锈钢为国家认可的食品级不锈钢。
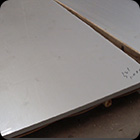
316不锈钢
耐蚀性、耐大气腐蚀性和高温强度特别好,可在苛酷的条件下使用;加工硬化性优(无磁性);高温强度优秀;固溶状态无磁性;冷轧产品外观光泽度好,漂亮;相对304不锈钢,价格较高。316不锈钢因添加Mo元素,使其耐蚀性、和高温强度有较大的提高,耐高温可达到1200-1300度。
5052铝板(亦称“防锈铝板”)
镁是5052合金铝板中主要的合金元素,是应用最广的一种防锈铝,这种合金的强度高,特别是具有抗疲劳强度:塑性与耐腐蚀性高,不能热处理强化,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。

H62(即四六黄铜)黄铜板
平均含铜量为62%的普通黄铜,有良好的力学性能,热态下塑性好,冷态下塑性也可以,切削性好,易钎焊和焊接,耐蚀,但易产生腐蚀破裂。此外价格便宜,是应用广泛的一个普通黄铜品种。可做各种深拉深和弯折制造的受力零件。
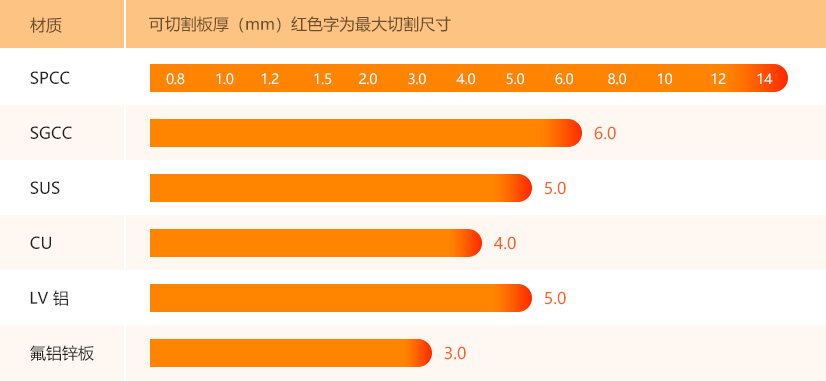
激光切割与数控冲床


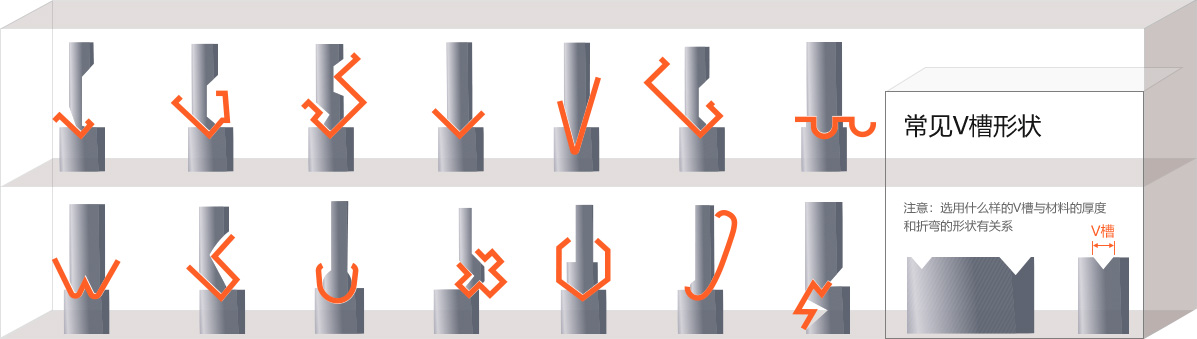
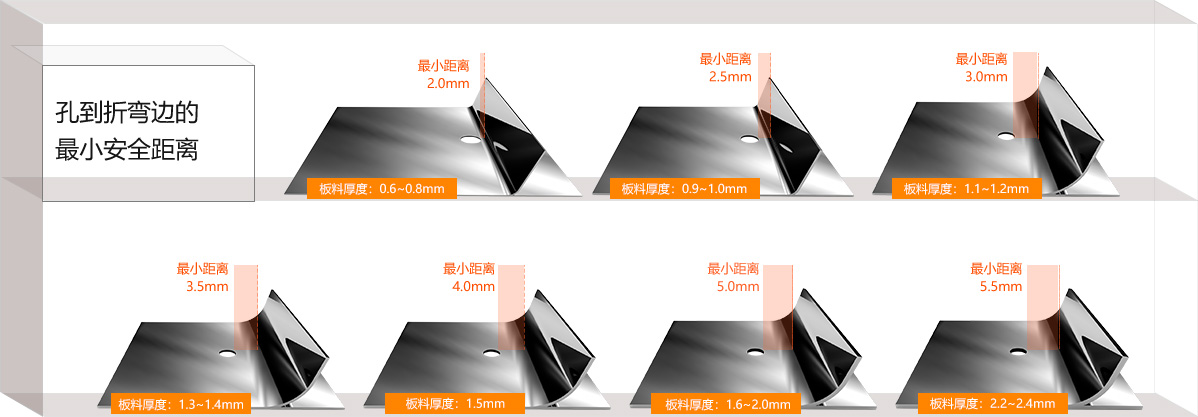
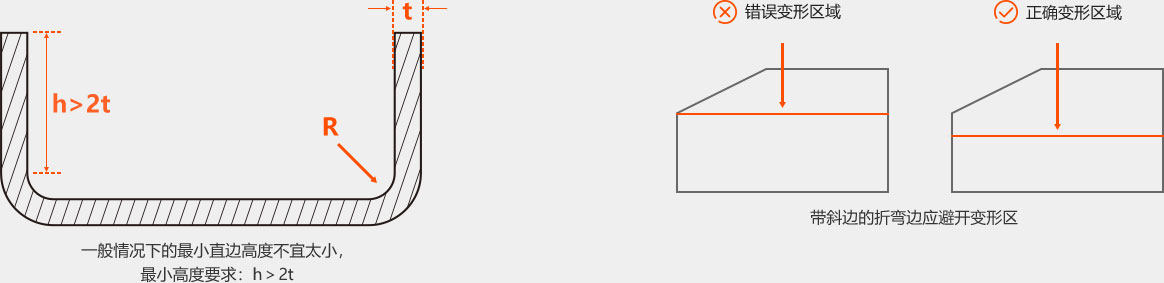
折弯工艺

焊接工艺

氩弧焊机
主要针对不锈钢,镀锌板,薄铁板,铝板的焊接

二氧化碳保护焊
主要针对一些厚铁板,以及大的机箱加焊

逆变氩弧焊机
目前主要针对铝板焊接

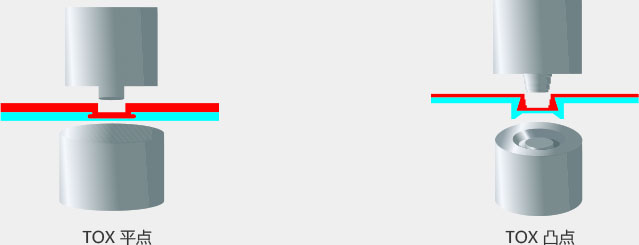
碰焊机
冷焊板对板无缝碰焊

种焊螺钉机
主要针对箱体和把板材平面种焊螺柱


常见表面处理

电镀
通过化学反应,在材料表面附上一层其他金属,用来增加金属的防腐蚀性能,且能达到一定的美化外观作用,是常用的一种表面处理方式,如:电镀锌,电镀镍等。

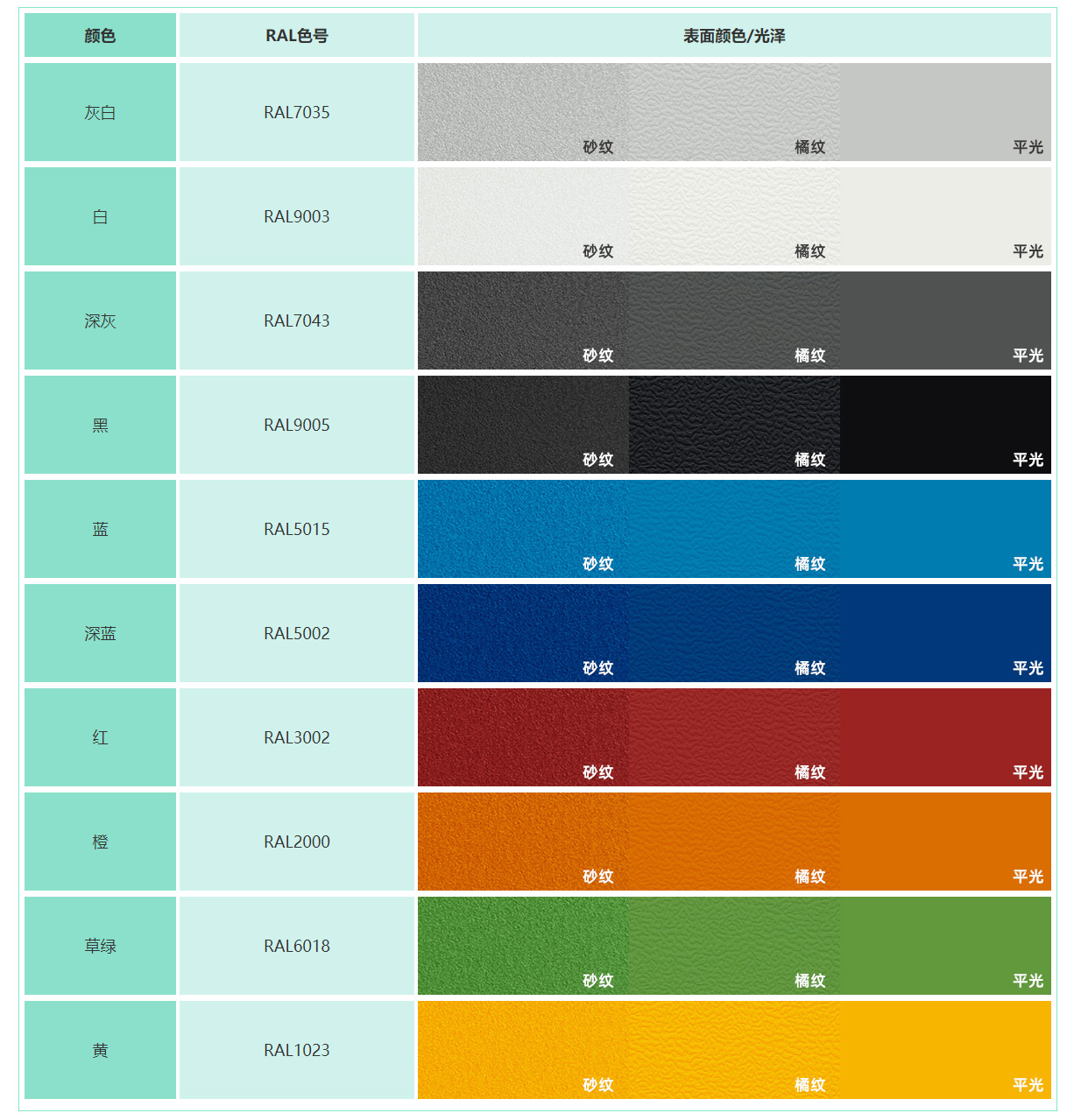
喷涂
通过喷涂,高温烘烤等方式,在材料表面喷上一层各种颜色的涂料,用来美化外观,且能增加材料的防腐蚀性能,是常用的表面处理方式,一般有液体烤漆和粉体烤漆两种,其中粉体烤漆最常见。烤漆表面是不导电的。

丝印
在材料表面丝印各种标识的工艺,一般有平板丝印和移印两种方式,主要原理与照相机菲林成像原理一样,也是一个曝光的过程。平板丝印主要用于一般平面上。但如果遇上有较深的凹坑的地方,就需要用到移印。

表面拉丝
将材料放在拉丝机的上下滚轮之间,滚轮上附着有砂带,通过电机带动,让材料通过上下砂带,在材料表面拉出一道道痕迹,根据砂带的不同,痕迹粗细也不相同,主要作用是美化外观。一般都是铝材才考虑用拉丝的表面处理方式。

喷砂
通过喷砂机的风力将砂粒打到工件表面上,在工件表面形成一层密布的凹坑,主要作用是去除工件表面的脏污,增加工件表面的附着力,为后续表面处理方式做准备,在我们公司不常用。

氧化
将工件表面的金属氧化,在工件表面形成一层致密的保护膜,增加工件的防腐蚀性。一般有导电氧化和阳极氧化两种方式,是一种常用的表面处理方式,如散热器表面的阳极氧化。(可以有不同的颜色)
电话:桂经理138-1671-3998;管经理185-5296-9596;管经理181-9653-9596;王经理 186-2116-5858
地址:江苏省南通市海安市恒泽路18号
服务区域覆盖:上海、江苏(南通、苏州、昆山、太仓、无锡、常州、南京)、浙江



